|
|
リーズナブルプライス ジュエリー専門店
|
|
|
リーズナブルプライス ジュエリー専門店
|
・金属を二度と溶接することなく加工するため、キズや変形に強いリングになります。
・リングにつなぎ目がない(シームレス)構造により、上部なリングになります。
・ドーナツ型の板材を何度もプレス機で絞るため、
金属の結晶が締まり、表面硬度もあがります。
・歪みの少ないリングが出来ます。
①打ち抜き用地金の前加工
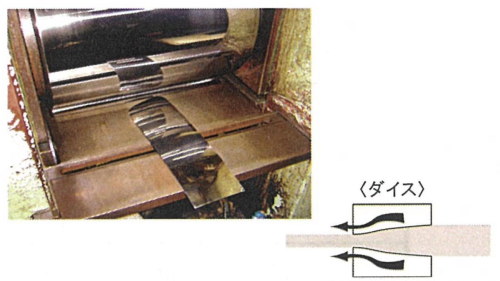
溶かした材料をローラーで加圧して延ばし、板状にします。

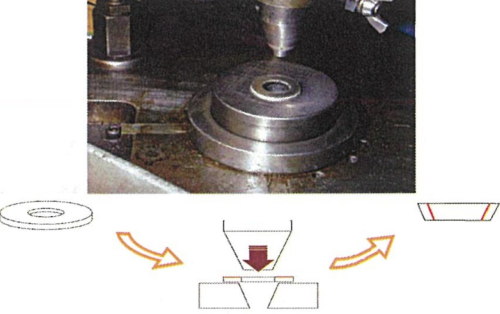
②ワッシャー打ち抜き
板材をプレス機でドーナツ型(ワッシャー)に打ち抜きます。

③絞り
ワッシャーをプレス機で何度も絞り、
徐々にすり鉢状に成形していきます。
④抜き落とし
すり鉢状になった物を更に絞って
抜き落としリング形状にします。
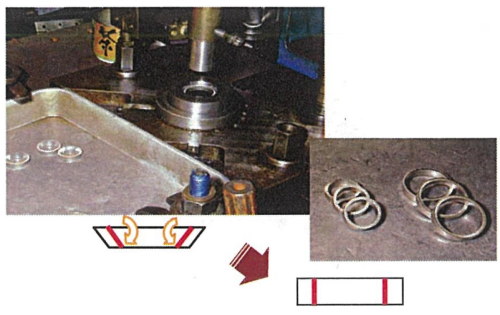
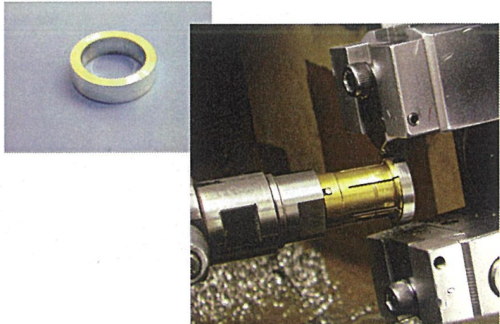
⑤サイズ出し
歪みを直し指定のサイズに調整します。
その後、モデル毎に切削して製品化します。
・地金を加圧しながら板状に延ばす圧延工程
+
・材料を引っ張りながら成型する伸線工程により
金属の密度が高まり硬度が上がります。
・高圧プレス機による鍛造効果で
金属組織が締まり硬度が上がります。
・独自の技術でキャスト風デザインの製造が可能になりました。
①材料の事前加工
溶かした材料をローラーで加圧して延ばし、板状にします。
その後ダイスという金属板に材料を通し、引きながら形状を整えます。
②材料の切断
加工する板をサイズに合わせて切断します。
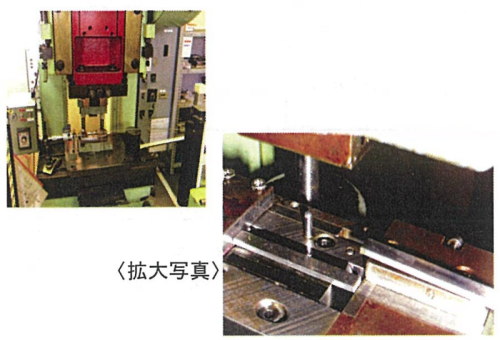
③プレス成型-1
材料をリングのデザインに打ち抜きます
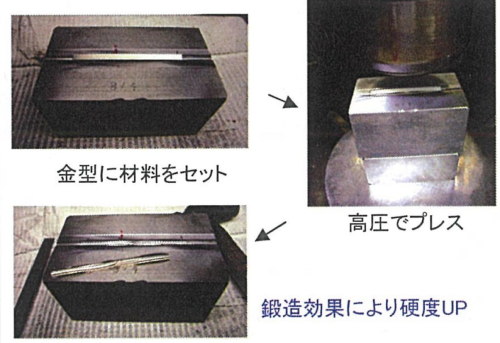
④プレス成型-2
プレスした材料を金型に嵌め込み、
デザイン形状に抜き落とします。
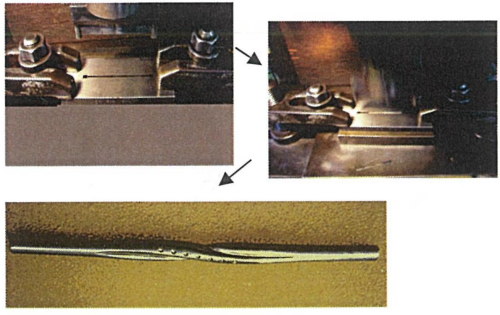
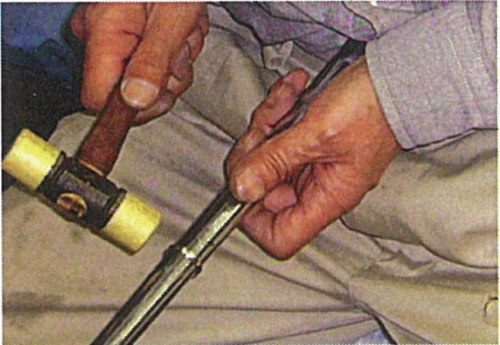
⑤サイズ出し
プレスした材料を丸め、ロウ付け。
勤続の棒に通し、叩きながらサイズ出しします。
石留め、磨きを経て製品化します。